Paljon
Tärkeänä tehonsiirtoelementtinä nykyaikaisissa mekaanisissa siirtojärjestelmissä, suorituskyky synkronointivyö liittyy suoraan laitteiden toimintatehokkuuteen ja stabiilisuuteen. Monien suunnitteluparametrien joukossa hampaan muodon suunnittelu on erityisen kriittinen, etenkin synkronisen hihnahampaiden muodon kaarisuunnittelulla on syvällinen vaikutus stabiilisuuteen meshing -prosessin aikana.
Hammaskaarisuunnittelun peruskäsitteet
Synkronointivyön hammasmuodot jaetaan yleensä trapetsoidisiin hampaisiin, kaarihampaisiin ja moniin parantuneisiin hammasmuotoihin. Perinteisiä trapetsoidisia hampaita käytetään laajasti niiden yksinkertaisen valmistuksen ja alhaisten kustannusten vuoksi, mutta hampaiden yläosassa ja juurissa tapahtuu ilmeisiä kulmamuutoksia, mikä johtaa keskittyneeseen kosketusstressiin meshingin aikana. Kaarihammasynkronointivyöllä on hammaskaarisuunnittelu, ts. Hammasprofiilin siirtymät käyrän läpi vähentäen teräviä reunoja ja kulmia, jolloin hampaiden pintakosketus on jatkuvampi ja sileämpi.
Hammaskaarin optimointi kosketustilaan
Meshing -prosessi on synkronisen hihnan ja vaihde -uran välinen fyysinen kosketusprosessi voiman lähettämiseksi. AR -C -malli tekee kontakttialueen synkronisen hihnahammasprofiilin ja hammashampaiden muodon välillä leveämmäksi ja kosketuslinja muuttuu yhden pisteen tai yhden viivan kosketuksista pintakosketukseen vähentäen kosketusjännityksen huippua. Sileä kaarensiirto vähentää iskukuormaa ja tärinää sitoutumisen aikana, mikä parantaa siirron sileyttä ja tarkkuutta.

Parantunut stressin jakautumisen tasaisuus
Kaarihammaskuvio eliminoi jännityspitoisuusilmiön juuren ja hampaan yläosan välillä perinteisessä hammasmuodossa käyrän siirtymisen kautta. Stressipitoisuus ei vain aiheuttaa hampaiden kulumista ja väsymyshalkeamia, vaan johtaa myös lisääntyneeseen tärinään ja meluun siirtoprosessin aikana. Radian -suunnittelu mahdollistaa siirtokuormituksen jakautumisen tasaisesti hampaan pintaa pitkin, vähentämällä paikallisia stressihuippuja, vähentämällä materiaalin väsymystä ja pidentäen merkittävästi synkronointivyöhön käyttöiän käyttöä.
Lähetystehokkuuden ja melunhallinnan parantaminen
Stabiilisuus korreloi suoraan siirtotehokkuuden ja melutasot. Jatkuva siirtyminen ja hammaskaarisuunnittelun tuottama leveä kosketusalue tekevät voimansiirrosta vakaamman ja vähentävät liukuvaa kitkaa ja vaikutusta. Kitkahäviö vähenee ja energiansiirtotehokkuus paranee. Samanaikaisesti värähtely ja melu vähenevät merkittävästi iskukuorman vähentymisen vuoksi, mikä täyttää modernin teollisuuden tiukat vaatimukset laitteiden alhaiselle melulle ja alhaiselle värähtelylle.
Suorituskyvyn edut dynaamisen kuorman alla
Teollisuussovelluksissa synkroniset vyöt kohtaavat usein monimutkaisia käyttöolosuhteita, kuten usein aloituspisteen ja muuttuvan nopeuden toiminta. Kaaren hampaiden suunnittelu voi puskuroida tehokkaasti hammastutkimuksen välisen meshing-iskun varmistaen, että synkroninen hihna ylläpitää vakaaa meshingissä suurilla nopeuksilla ja muuttuvilla kuormitusolosuhteilla. Hampaiden muodon kaarisuunnittelu optimoi hammasprofiilin geometriset parametrit, parantaa hammas- ja hammashampaiden välistä meshing -suuntausta ja vähentää dynaamisten iskukuormien aiheuttamaa tärinää ja kulumista.
Valmistusprosessin vaikutus kaarisuunnittelun toteuttamiseen
Hammaskaarisuunnittelu asettaa korkeammat vaatimukset valmistustarkkuuteen. Hampaiden muodonkäsittely varmistaa hammasprofiilikäyrän tarkkuuden ja konsistenssin, joka vaikuttaa suoraan meshingin tarkkuuteen. Moderni CNC-koneistus- ja hometeknologia mahdollistaa monimutkaisten kaarenmuotoisten hammasprofiilien tarkan valmistuksen, mikä edistää kaarhampaiden synkronointivyön suorituskyvyn parantamista. Suunnittelun optimointi- ja valmistusprosessien koordinoitu kehitys on avain ihanteellisen hammaskaarin saavuttamiseen.
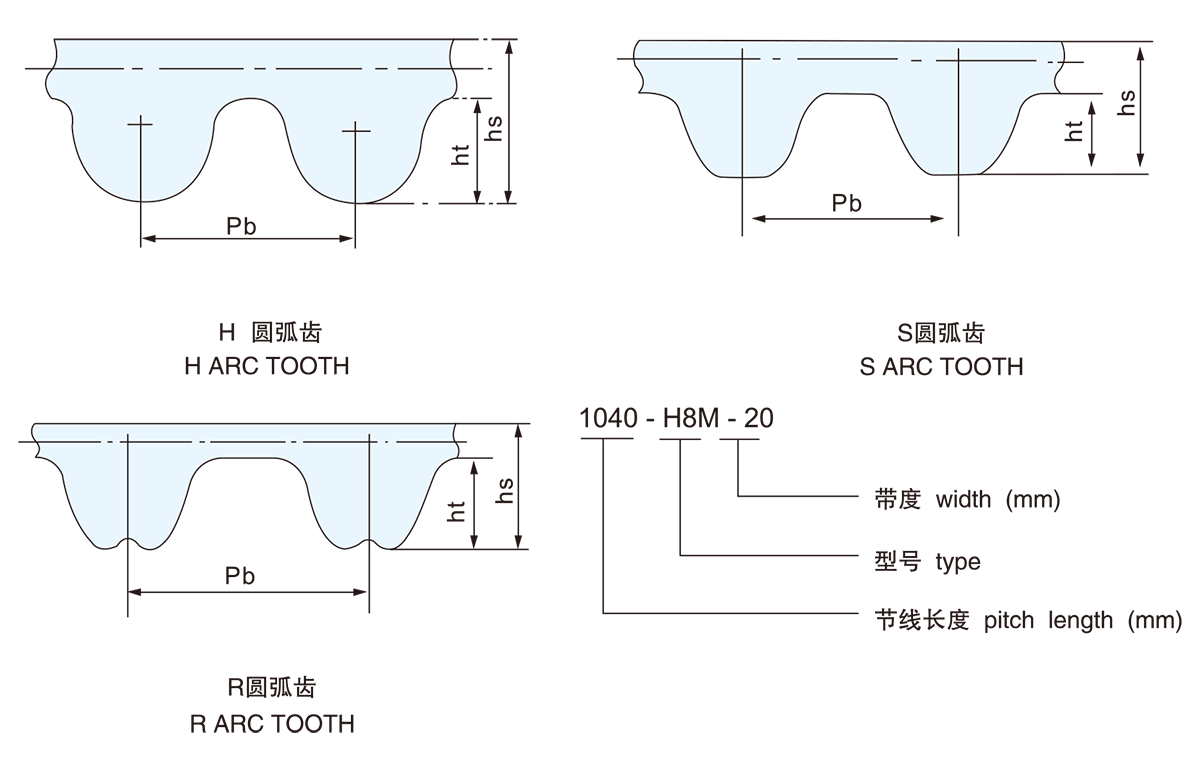
| Vaihdekoodi | Tyyppi | Pb Piki | HT Hampaan korkeus | HS Hihnan paksuus | Yksityiskohta |
| H | 2M | 2 | 0.75 | 1.36 | |
| 3M | 3 | 1.22 | 2.4 | ||
| 5m | 5 | 2.06 | 3.8 | ||
| 8m | 8 | 3.36 | 6.00 | ||
| 14m | 14 | 6.02 | 10.00 | ||
| 20m | 20 | 8.4 | 13.20 | Yksityiskohta | |
| S | S2m | 2 | 0.76 | 1.36 | Yksityiskohta |
| S3M | 3 | 1.14 | 2.20 | ||
| S4.5M | 4.5 | 1.71 | 2.81 | ||
| S5m | 5 | 1.91 | 3.4 | ||
| S8M | 8 | 3.05 | 5.3 | ||
| S14M | 14 | 5.3 | 10.2 | ||
| R | R3M | 3 | 1.15 | 1.9 | |
| R5M | 5 | 1.95 | 3.5 | ||
| R8M | 8 | 3.2 | 5.5 | ||
| R14M | 14 | 6.00 | 10 | Yksityiskohta |
Kuumat tuotteet
-
 Katso lisää
Katso lisää
-
 Katso lisää
Katso lisää
V-hihna teollisuuteen
-
 Katso lisää
Katso lisää
T-tyyppinen teollisuuskumi synkroninen hihna
-
 Katso lisää
Katso lisää
Hammastettu kiilahihna
-
 Katso lisää
Katso lisää
Paksutettu jakohihna
-
 Katso lisää
Katso lisää
Avaa jakohihna
-
 Katso lisää
Katso lisää
Auton kiilahihna
-
 Katso lisää
Katso lisää
Kuminen litteä vyö
-
 Katso lisää
Katso lisää
Ribbed vyö
-
 Katso lisää
Katso lisää
Synkroninen hihnapyörä
-
 Katso lisää
Katso lisää
Kaarihammas teollinen kuminen synkroninen hihna
-
Katso lisää
Auton jakohihna

Onko sinulla kysyttävää? Ota rohkeasti yhteyttä!
Copyright © Ningbo GUL TZ Rubber Belt Co., Ltd. All rights reserved.
